高效旋击分离技术是近年发展起来的空气除水、除雾、除油及除尘新技术。高效旋击分离器(见图1)是应用于发酵尾气气液分离、液沫回收及各种生物化工反应中尾气液雾分离回收的设备。设备采用径向进口,内有中心管并设特制的导流和稳流器,液沫(雾)经撞击凝聚、离心分离及气流稳流等过程,保证尾气液沫(雾)分离回收效果。性能达到国内先进及国际领先水平,是本公司拥有自主知识产权的高新技术产品,且产品已从第一代成功升级为第二代产品,为国家节能减排重点推荐产品。

产品性能特点
1、分离效率高
分离效率可达98%~99.99%,比一般旋风分离器分离效率高出20%左右。
2、风量变化稳定性好
在处理风量波动变化情况下,其分离效率仍可维持在高水平,是其它分离器难以达到的。
3、压力损失小
远低于丝网式或折板式气液分离器
4、设备无死角,便于清洗和灭菌,不结料,不染菌
5、耐腐蚀,使用寿命长
设备为全不銹钢精密加工制造,无易损件,基本免维护保养。
6、结构紧凑
设备为细长形圆桶体,占地少,安装方便,便于自动控制。
7、性价比优良
设备性能优良,达到国际同类产品水平,价格只有进口同类产品的1/5~1/4。而且本公司开发出了大型高效旋击分离器,处理风量达20000m3/h~50000m3/h,性能同样良好。
应用范围
1 发酵行业无菌空气制备中油水分离
使空气中的油、水份及铁锈等杂质去除,保证空气过滤介质的使用效果,同时延长过滤介质使用寿命
2 应用于发酵尾气液沫回收处理
回收物料 杜绝逃料
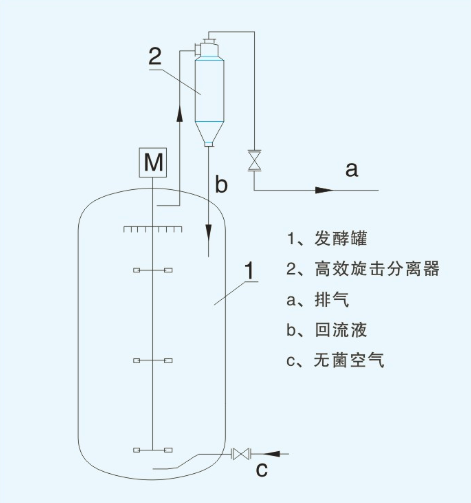
在一些好气性发酵产品生产中,发酵尾气容易气液夹带液滴、泡沫及培养基而逃液,造成物料损失和环境污染,而在发酵罐排气安装高效旋击分离器后,使分离器下部排出的物料及液滴回流到发酵罐内,形成闭路循环,干净气体从分离器顶部排出。可杜绝逃料现象。(见图2)
这样在发酵消泡剂单耗不增加(或减少)的同时发酵放罐体积提高。因高效旋击分离器其分离效率可达98%~99.99%。而且在发酵风量变化情况下,分离效率仍维持在高水平,能将尾气中的液雾也得到分离回收,所以分离效率高且稳定,非常适用发酵尾气处理。减少消泡剂用量
安装高效旋击分离器后虽不能取消消泡剂的使用,但其具有撞击消泡作用,在排气口不逃料时,发酵过程不需添加消泡剂,因此可以减少消泡剂的用量,一般可节约1/5~1/2。
提高发酵罐定容
某些发酵产品泡沫多,不易控制,易逃料,因此只能减小发酵罐定容、降低液面发酵。安装高效旋击分离器后可提高定容5%~15%,在水电汽及人工等成本基本不增加的情况下,产量提高明显。
促进生产稳定
由于发酵尾气不逃料,排气干净,使发酵活菌体排放密度大幅减少,可比未安装设备时尾气活菌体排放量减少4个数量级,生产环境得到改善,空气中杂菌得到控制,保证发酵生产稳定。对易产生噬菌体的发酵菌种效果尤为显著。同时减轻空气系统无菌空气膜过滤器的负担,生产形成良性循环,产生可持续的经济效益。
减轻环保处理压力 降低后处理成本
由于发酵尾气不逃料,三废总量减少,故高效旋击分离器也被用作发酵尾气无菌无味环境治理的一级装置。大大减轻后续两级除味杀菌处理负担。环保处理成本降低,也提高了企业的公众形象。

3 应用于化工反应中尾气液雾分离回收
高效旋击分离器因其特殊结构和良好的分离性能已在生物化工反应中尾气液雾分离回收和有机合成尾气处理气液分离中,得到推广应用,取得了满意的效果。
生化反应或有机合成反应中,产生的有机尾气(废气),一般经冷却、冷凝,然后在高效旋击分离器中实现有机液体的回收再利用。(见图3)
生化反应或有机合成反应中,产生的有机尾气(废气),一般经冷却、冷凝,然后在高效旋击分离器中实现有机液体的回收再利用。(见图3)
4 自动化仪表、喷漆等行业的气源除水、尘净化
5 大型生产和活动空间流通风的净化处理
6 环保行业各种粉尘、烟尘、水(气)雾的分离回收治理,减少PM2.5排放
高效旋击分离器应用于发酵尾气安装示意图